Health & safety
Continuous Mercury Monitoring Benefits Cement Plants
Sep 11 2014
Author: Gasmet Technologies Oy on behalf of Gasmet Technologies Oy
Antti Heikkilä from Gasmet Technologies highlights the challenges faced by mercury monitoring in cement kilns, and explains how a new continuous mercury monitoring system addresses these issues and provides process operators with an opportunity to improve environmental performance and demonstrate compliance with forthcoming legislation.
Background
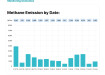
The production of cement klinker and lime in rotary kilns is responsible for 10.7% of mercury emissions to air (3,337 kg) according to a recent study. Most of the mercury and mercury compounds pass through the kiln and preheater; they are only partly adsorbed by the raw gas dust, depending on the temperature of the waste gas. For these reasons, monitoring and controlling emissions of mercury to air is important and steps are being taken in several countries to impose emission limits. In the European Union BREF guidance for Cement kilns (CLM BREF), mercury has a BAT-associated emission level of 0.05 mg/Nm3 (50 µg/Nm3) for the half-hour average.
New Monitoring Technology
Gasmet Technologies, a Finnish manufacturer of emission monitoring instruments has launched a new continuous mercury emission monitoring system (CMM) based on the cold vapour atomic fluorescence (CVAF) measurement principle. The analyser is integrated in an air conditioned cabinet together with a vacuum pump, an automatic calibrator and a nitrogen gas generator. The sample gas is extracted from the process duct with a dilution probe and heated sample line specially designed for sampling mercury from harsh process conditions. The analyser has a detection limit of 0.02 µg/Nm3 and the lowest measuring range for total mercury concentration is 0 – 10 µg/Nm3 when a dilution rate of 1:50 is used in the sample extraction probe.
Since the CMM analyser employs a CVAF spectrometer, the sensitivity of the instrument is excellent and the main source of measurement uncertainty that needs to be addressed by the analyser and the system design is the quenching effect; where other gases present in the sample, such as O2 and H2O, lower the fluorescence signal due to mercury atoms. In order to avoid these adverse effects, a dilution sampling approach is used and the dilution gas is synthetic nitrogen formed in a nitrogen generator inside the analyser cabinet. As the detection limit of the analyser is much lower than would be needed to monitor mercury in low µg/Nm3 ranges, dilution does not compromise the sensitivity of the instrument. On the other hand, dilution lowers the quenching effect by lowering the concentration of interfering gases by a factor of 50. Measuring mercury in a gas consisting of 98% nitrogen guarantees consistent measurement regardless of the fuel or emission abatement techniques used in the plant.
The CVAF spectrometer measures atomic mercury vapour (Hg0) and in order to measure total mercury including oxidised forms, a thermal catalytic converter is used to convert all forms of mercury such as Mercury Chloride into atomic mercury. The converter is close-coupled with the fluorescence cell to minimise the risk of recombination reactions where the atomic mercury converts back to oxidised forms between the converter and spectrometer.
The system has been field tested on various types of industrial plants (coal fired power plant, hazardous waste incinerator, sulphuric acid plant and a cement plant) to characterise the suitability and long-term stability of the sample probe and dilution system in various processes. Given the reactive nature of mercury, special care has been taken to ensure that mercury in the flue gas is not absorbed into dust accumulating in the sample probe filters. Mercury reacts readily with limestone dust, resulting in analyte loss and increased response time of the analyser. The Gasmet CMM solution includes a smaller filter element, which minimises the amount of dust deposition on the filter, and a two-stage blowback mechanism which first removes dust from the filter element and then in the second stage expels the dust from the probe tube back into the process.
Field Test at Finnish Cement Plant
The CMM was installed on the emission stack of a rotary kiln cement plant with an Electrostatic Precipitator (ESP) for particulate emission control. The test period lasted 30 days. The fuels used during the test included coal, petroleum coke and recovered fuels. The flue gas composition at the measurement point is summarised in table 1. During the field trial, the raw mill was periodically stopped and the variation in mercury levels was monitored together with changes in other process parameters. Average mercury concentration when the raw mill was running was 6 to 8 µg/Nm3 and when the raw mill was stopped, the concentrations could increase to 20 – 40 µg/Nm3. The plant had an emission limit value of 50 µg/Nm3 for total mercury.
Graph 1 shows a typical 24-hour period of emissions including raw mill on and raw mill off conditions. In addition to Hg0 concentration, the dust loading and raw mill state are shown because these are the main parameters expected to have an impact on the mercury analyser.
Digital Edition
AET 28.4 Oct/Nov 2024
November 2024
Gas Detection - Go from lagging to leading: why investment in gas detection makes sense Air Monitoring - Swirl and vortex meters will aid green hydrogen production - Beyond the Stack: Emi...
View all digital editions









Events
Jan 12 2025 Abu Dhabi, UAE
Jan 14 2025 Abu Dhabi, UAE
Jan 20 2025 San Diego, CA, USA
Carrefour des Gestions Locales de L'eau
Jan 22 2025 Rennes, France
Safety, Health & Wellbeing LIVE
Jan 22 2025 Manchester, UK





