-
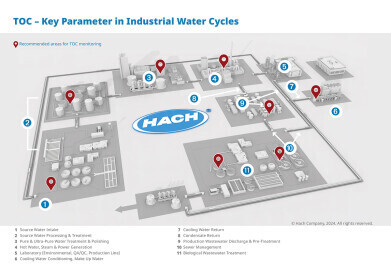 Typical TOC measuring points in the industrial water cycle
Typical TOC measuring points in the industrial water cycle -
 Hach TOC analyser for the monitoring of return condensate
Hach TOC analyser for the monitoring of return condensate -
Typical TOC measuring points in the industrial water cycle
-
Hach TOC analyser for the monitoring of return condensate


Water/wastewater
Why is it essential to monitor TOC in condensate?
Mar 12 2024
TOC (Total Organic Carbon) is one of the key parameters in industrial water cycles, for example to monitor the reclaim & reuse of condensate. Steam flows from the boiler through a series of heat exchangers that heat the process liquid. However, corrosion or failed seals, gaskets or tubes can cause the process and thermal liquids to mix, which contaminates the condensate. To avoid a variety of costly consequences, the quality of the return condensate should be monitored before it is fed back into the boiler.
The Problem
Contaminated condensate could set off a variety of problems such as reduced efficiency or possible failure of the boiler if allowed to operate for extended periods of time in a breakthrough situation.
There are very specific costs associated with contaminated condensate, such as:
- Cost of lost or contaminated process liquid when breakthrough occurs
- Cost of lost previously treated boiler water
- Cost of new make-up water, plus chemical treatment
- Cost of boiler fuel to heat new make-up water
- Cost of treatment of diverted and contaminated condensate water
When breakthrough is detected, the boiler operator will typically divert the potentially contaminated condensate away from the boiler by sending it to the sewer. The new water (make-up water) coming into the boiler system must be chemically treated and then heated from its ambient temperature to the required steam temperature. This requires much more energy and water than just maintaining the temperature of the returned condensate.
Clean condensate is treated water (de-mineralised, de-aerated and de-ionised), free of suspended solids, organics or minerals. As contaminated condensate is run through the boiler and converted to steam it leaves behind solids which coat the tubes and begin to insulate them. To prevent this situation operators have developed methods of minimising the potential for contamination. For example:
- 1. Diverting a majority of the return condensate (if not all) to drain - to avoid introducing contamination into the boiler, and/or
- 2. Blowing down the boiler (emptying it of most of the condensate) on a regular basis to remove the solids that have potentially collected in the boiler.
Both of these methods are inefficient, costly and unsustainable ways of dealing with the issue of contamination. Every litre of condensate requires a litre of make-up water that needs to be chemically treated and then heated to the required steam temperature to be made available for use in the boiler.
The Solution
Operating costs as well as unplanned maintenance work can be greatly reduced by continuously monitoring the quality of the return condensate. The Hach BioTector B3500c TOC analyser was designed for this application and can be effectively integrated into a boiler protection program without disruption to the normal operation of the system. The BioTector sends a signal to the plant’s control system to notify of a contamination. This enables the operator to divert the return condensate before it reaches the boiler, protecting the condensate system from the costly consequences.
_1000x1500.jpg)


.jpg)
Digital Edition
AET 29.2 May 2025
May 2025
Water / Wastewater- From Effluent to Excellence: Microbiological assessment of a containerized modular water reuse pilot system- Without water everything comes to a haltAir Monitoring- Probe Sampli...
View all digital editions






.jpg)



Events
Jun 11 2025 Copenhagen, Denmark
Jun 17 2025 Guangzhou, China
Singapore International Water Week Spotlight 2025
Jun 23 2025 Singapore
Jun 24 2025 Santa Clara, CA, USA
Jun 25 2025 Sao Paulo, Brasil





